
Injection molding stands as one of the most versatile and widely used manufacturing processes in the plastics industry. Its ability to produce complex, high-precision components at high volume makes it a preferred choice across a wide range of sectors, including automotive, medical, consumer electronics, packaging and aerospace. However, with a variety of injection molding techniques available, choosing the right process for your project can be challenging. This comprehensive guide will explore the different types of injection molding, their specific applications, advantages, and how to determine the most appropriate process for your needs.
Understanding Injection Molding Technology
At its core, injection molding involves injecting molten plastic material into a precisely machined metal mold. The material cools and solidifies within the mold, taking on its shape. Once cooled, the mold opens and the finished part is ejected. The process is known for its ability to produce parts with detailed features, smooth surface finish, and consistent quality, especially when manufactured in large quantities.
Standard injection molding is ideal for producing parts with complex geometry, tight tolerances, and high repeatability. Over the years, technological advances have led to specialized techniques, each tailored to meet specific design, material, and production requirements.
Types of Injection Molding Techniques
Standard Injection Molding
This is the conventional process used for most thermoplastic parts. It involves injecting molten plastic into a mold cavity under high pressure. It is suitable for producing large quantities of parts with consistent quality and is highly adaptable to different shapes and sizes.
- Applications: Consumer products, automotive components, electronic housings, toys.
- Advantages: Cost-effective at high volumes, excellent surface finish, precise details.
Insert Molding
Insert molding involves placing a pre-existing component, such as metal inserts, electronic contacts, or threaded inserts, into the mold before injecting the plastic around it. This process creates a strong bond between the insert and the plastic part.
- Applications: Electronic connectors, medical devices, automotive parts with metal reinforcements.
- Advantages: Eliminates secondary assembly, enhances durability, and improves functionality.
Overmolding
Overmolding is a two-step process in which a second material is molded over an existing part or substrate to create a multi-material or multi-color component. This is particularly useful for ergonomic grips, seals, or aesthetic features.
- Applications: Handheld electronic devices, soft-touch grips, medical devices.
- Advantages: Improved functionality, aesthetic appeal, and ergonomic design.
Gas-Assisted Injection Molding
This technique introduces gas into the mold cavity during injection, creating a hollow section within the part. It reduces material usage, cycle times, and weight while maintaining strength.
- Applications: Large automotive panels, containers, and complex structural components.
- Advantages: Reduced material costs, lighter parts, fewer warping issues.
Structural Foam Molding
Structural foam molding uses a blowing agent mixed with plastic to create a cellular core within the part. It produces lightweight, rigid parts with good impact resistance and surface finish.
- Applications: Automotive interior panels, lightweight housings.
- Advantages: Significant weight reduction, cost savings, and environmental benefits.
Micro Injection Molding
Designed to produce tiny, highly detailed parts with tight tolerances, micro Injection Molding is used for small-scale components that require precision.
- Applications: Medical micro-devices, electronic connectors, watch components.
- Advantages: High accuracy, detailed features, minimal material waste.

Injection molding mahcine
Material Considerations in Injection Molding Technology
The choice of material significantly affects the process. Different plastics have unique processing requirements, leading to specialized techniques:
Thermoplastic Injection Molding
The most common, suitable for materials like ABS, polypropylene, polycarbonate, and nylon. These materials are recyclable, flexible and ideal for parts that require multiple reuses. Thermoplastics account for approximately 80% of all injection molded components due to their excellent processability and wide range of available properties.
Thermoplastics are characterized by their ability to repeatedly soften by heating and harden by cooling. This reversibility allows for the recycling of scrap materials and enables sophisticated processing techniques such as over-molding and multi-shot molding. The molecular structure of thermoplastics consists of long polymer chains that slide past one another when heated, allowing for flow, and then lock together when cooled.
Different thermoplastics require different processing conditions. Amorphous polymers such as ABS and polycarbonate have a gradual softening range and can be treated over a wide temperature window. Semi-crystalline materials such as polypropylene and nylon have sharp melting points and require more precise temperature control to achieve optimal properties. Understanding these differences is essential for successful molding.
Thermoset Molding
Involves curing resin during molding to create parts that are heat resistant, durable and dimensionally stable. Used in electrical components and high-heat applications. Unlike thermoplastics, thermosets undergo an irreversible chemical reaction during molding, forming cross-linked networks that cannot be remelted.
Thermoset molding requires heated molds to initiate and complete the curing reaction. The material flows into the mold in an uncured or partially cured state, then chemically reacts to form the final part. This reaction is exothermic, generating heat that must be carefully managed to prevent degradation. Once cured, thermoset parts can withstand temperatures that would cause thermoplastics to soften or melt, making them ideal for under-hood automotive applications and electrical components.
Common thermoset materials include phenolics, epoxies, and unsaturated polyesters. Each has specific processing characteristics and cured properties that suit particular applications. Phenolics offer excellent electrical insulation and dimensional stability. Epoxies provide superior adhesion and chemical resistance. Polyesters combine good mechanical properties with relatively low cost.
Elastomeric Molding
For rubber and silicone-based parts, used in seals, gaskets and flexible components. Elastomeric materials are characterized by their ability to stretch significantly and return to their original shape. This unique property originates from the fact that the cross-linked molecular structure acts like a spring, returning to the relaxed state after deformation.
Liquid silicone rubber (LSR) molding deserves special mention as a rapidly growing segment of elastomeric molding. LSR is a two-part material that is mixed immediately before injection into a heated mold. The heat triggers a platinum-catalyzed addition cure reaction, rapidly converting the liquid to a solid elastomer. LSR parts offer exceptional flexibility, chemical resistance, and biocompatibility, making them ideal for medical and food contact applications.
Thermoplastic elastomers (TPEs) bridge the gap between thermoplastics and thermoset rubbers. These materials process like thermoplastics but exhibit elastic behavior like rubbers. They are increasingly used in overmolding applications where soft-touch grips or flexible seals are required on rigid plastic substrates.
Advanced and High-Precision Injection Molding Techniques
As industries push for more complex, miniaturized, and high-performance parts, advanced molding techniques have emerged:
Thin-Wall Molding:
Producing parts with very thin walls, saving material and reducing weight is especially critical in electronics and packaging. Thin-wall molding typically involves walls of thickness less than 1 mm, with some applications approaching 0.5 mm or less. These thin sections require extremely high injection speeds to fill the mold before the material solidifies.
Challenges in thin-wall molding include maintaining adequate flow lengths, preventing premature freezing, and managing the high pressures required to fill thin sections. Specialized machines with high-speed injection capabilities and advanced control systems are essential. Mold designs must incorporate optimized gate locations and runner systems to ensure complete filling without excessive pressure drops.
Applications for thin-wall molding include cell phone cases, battery covers, food containers and medical disposables. The weight reduction achieved through the thin-wall design not only saves material costs, but also contributes to sustainability goals by reducing plastic consumption.
Two-Shot Molding:
Combines two or more materials or colors in a single cycle, enabling multi-functional parts like electronic covers with different textures or properties. Multi-shot molding requires specialized machines with multiple injection units and rotating or sliding mold cores indexed between shots.
The process typically involves molding a substrate in the first shot, then rotating the mold to a second position where a different material is injected over or alongside the first. This can be repeated for additional shots, allowing for complex combinations of materials and colors. The key advantage is that all materials are bonded together during the molding process, eliminating secondary assembly operations.
Multi-shot molding enables sophisticated designs that would be impossible or prohibitively expensive with conventional methods. Examples include toothbrushes with soft-grip handles and hard bristle bases, automotive control knobs with backlit symbols, and medical devices with color-coded components.
Rapid Tooling:
Utilizes faster, cost-effective tooling methods such as aluminum molds or 3D-printed molds, ideal for prototyping and small batch production. Traditional steel molds can take months to make and cost tens of thousands of dollars. Rapid tooling techniques can produce functional molds in days or weeks for a fraction of the cost.
Aluminum molds are commonly used for rapid tooling because aluminum machines faster than steel and conducts heat more efficiently, potentially reducing cycle times. However, aluminum is less wear-resistant than steel, limiting the number of parts that can be produced before mold maintenance is required. Aluminum tooling is typically suitable for runs of a few thousand to tens of thousands of parts, depending on the abrasiveness of the molded material.
Additive manufacturing has opened up new possibilities for rapid tooling. 3D-printed molds can incorporate conformal cooling channels that follow the part geometry, improving cooling efficiency and reducing cycle times. These cooling channels would be impossible to machine with conventional methods. While 3D-printed molds currently have limitations in terms of surface finish and durability, the technology continues to advance rapidly.
Co-Injection Molding
Also known as sandwich molding, the process involves injecting two different materials through the same gate, with the first forming the skin and the second forming the core. This allows combinations such as virgin material on the outside with recycled material on the inside, or rigid material on the outside with foam material on the inside.
Co-injection molding requires specialized machines with two injection units and precise control of the timing and volume of each material. The skin material is injected first, forming a layer against the mold wall. The core material is then injected through the same gate, flowing inside the still-molten skin and pushing it further against the mold walls. Finally, a small amount of skin material may be injected to seal the gate.
This technique offers significant advantages for applications that require specific surface properties combined with reduced weight or cost. Skin materials can be chosen for aesthetic, weather-resistant, or chemical resistance, while core materials can be chosen for low cost, reduced weight, or specific mechanical properties.
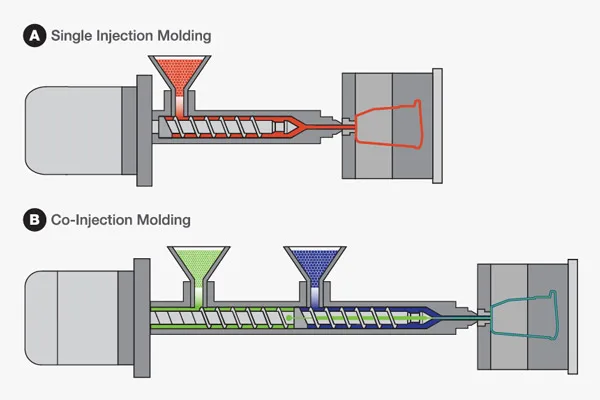
Single and co-injection molding process
Key Advantages of Injection Molding
- High Production Efficiency: Capable of producing thousands to millions of parts quickly, with minimal post-processing.
- Superior Part Quality: Consistent dimensions, smooth surface finishes, and intricate details are achievable.
- Material Versatility:Supports a wide range of plastics, elastomers, and composites.
- Design Flexibility: Allows for complex geometries, integrated features, and multi-material assemblies.
- Cost-Effective for Large Batches: While initial tooling costs can be high, per-unit costs decrease significantly with volume, making it ideal for mass production.
How to Choose the Right Injection Molding Process
Selecting the most appropriate injection molding method depends on various factors:
Material Compatibility:
Ensure the process can handle your chosen plastics or elastomers. Each material has specific processing requirements regarding temperature, pressure, flow behavior, and cooling rate. Some processes are compatible with a wide range of materials, while others are optimized for specific material types.
Part Design and Complexity:
Intricate or multi-material parts may require specialized techniques such as multiple firing or over-molding. Consider the geometric features of your section, including wall thickness variations, undercuts, internal features, and surface texture requirements. Each of these factors influences the choice of process.
Production Volume:
High-volume runs favor traditional high-speed molding, while prototypes or small batches benefit from rapid tooling or additive manufacturing. The economic breakeven point between conventional steel tooling and rapid tooling alternatives varies with part complexity and material, but general guidelines can inform initial decisions.
Tolerances and Finish:
Tight tolerances and surface quality may necessitate advanced or precision techniques. Consider the dimension requirements of your section and the surface finish specifications. Standard injection molding can achieve tolerances of ±0.1 percent under good conditions, but tighter tolerances may require specialized processes or additional quality control measures.
Cost and Timeline
Tooling costs and lead times vary significantly depending on complexity. Simple molds require a modest investment and can be produced in weeks. Complex, high-cavity steel molds with advanced features represent a substantial upfront cost and demand lead times of several months. The key trade-off is between initial investment and production capacity.
Conclusion
Injection molding continues to evolve, offering a broad array of techniques tailored to different manufacturing needs. From standard high volume production to micro-scale precision parts, understanding these various processes enables designers and manufacturers to optimize their products for quality, cost and performance.
Choosing the right injection molding process is a critical step toward manufacturing success, ensuring that your parts meet functional requirements while maintaining economic efficiency. By thoroughly evaluating the specifications of your project and leveraging appropriate technology, you can achieve exceptional results that stand out in today’s competitive marketplace.